

Gallery
View our processes









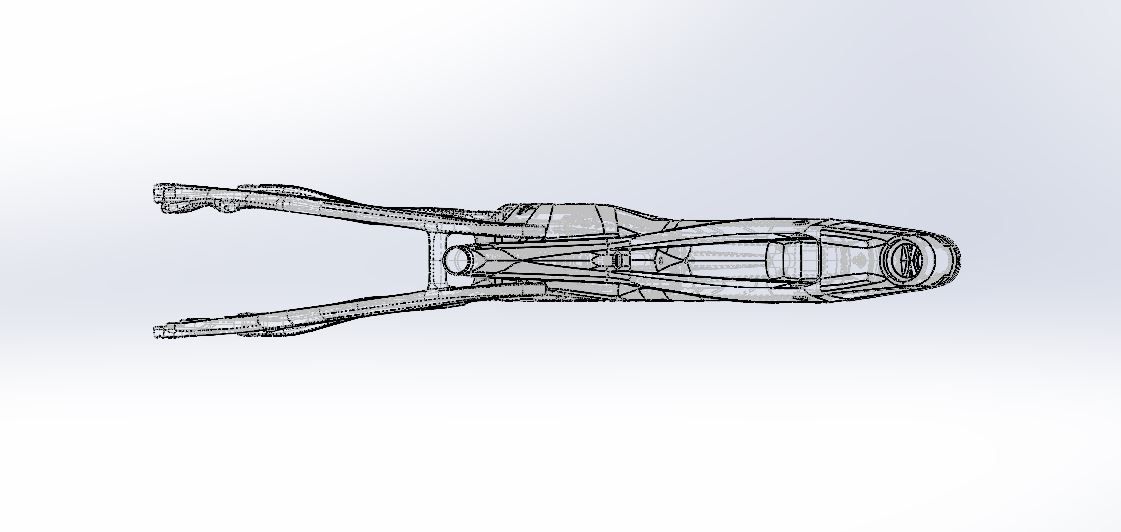
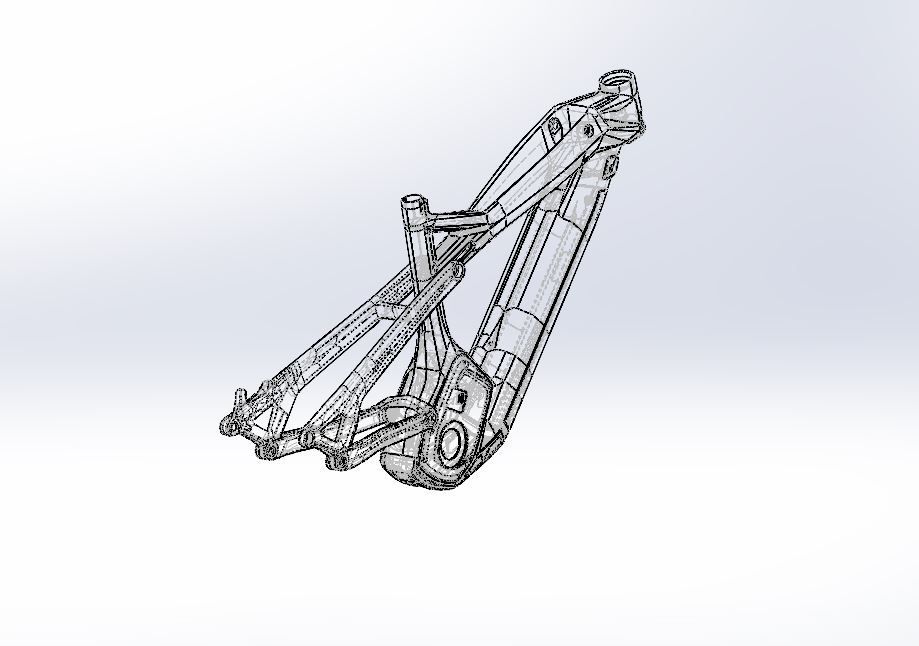
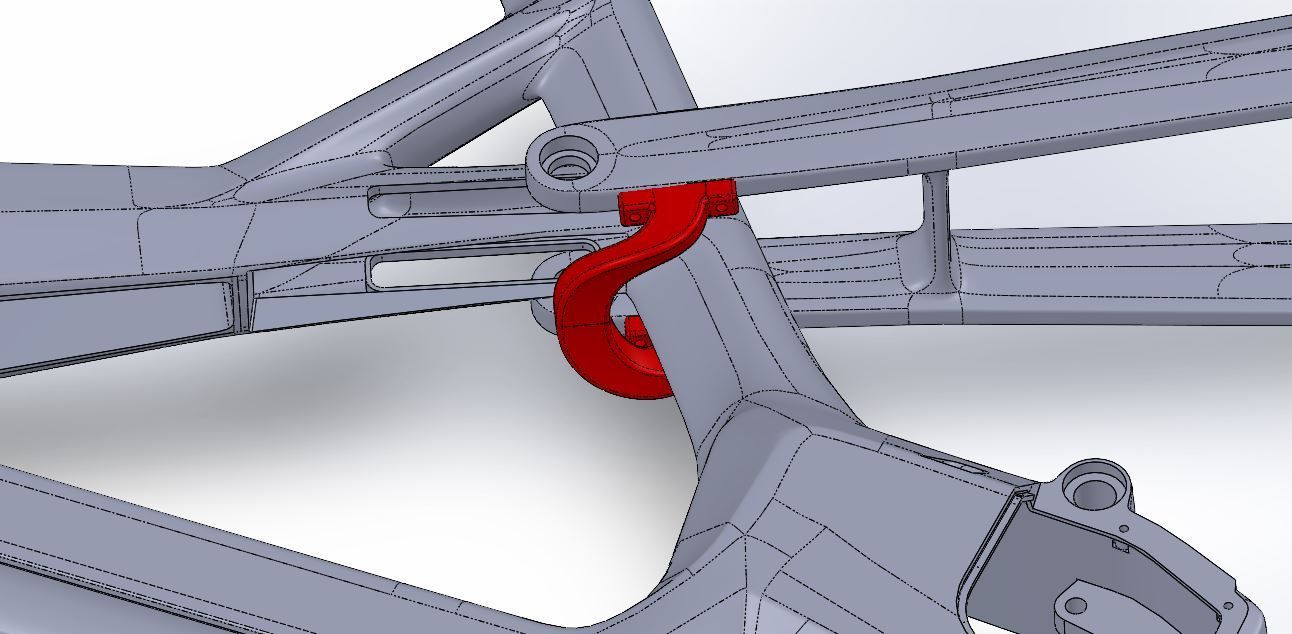
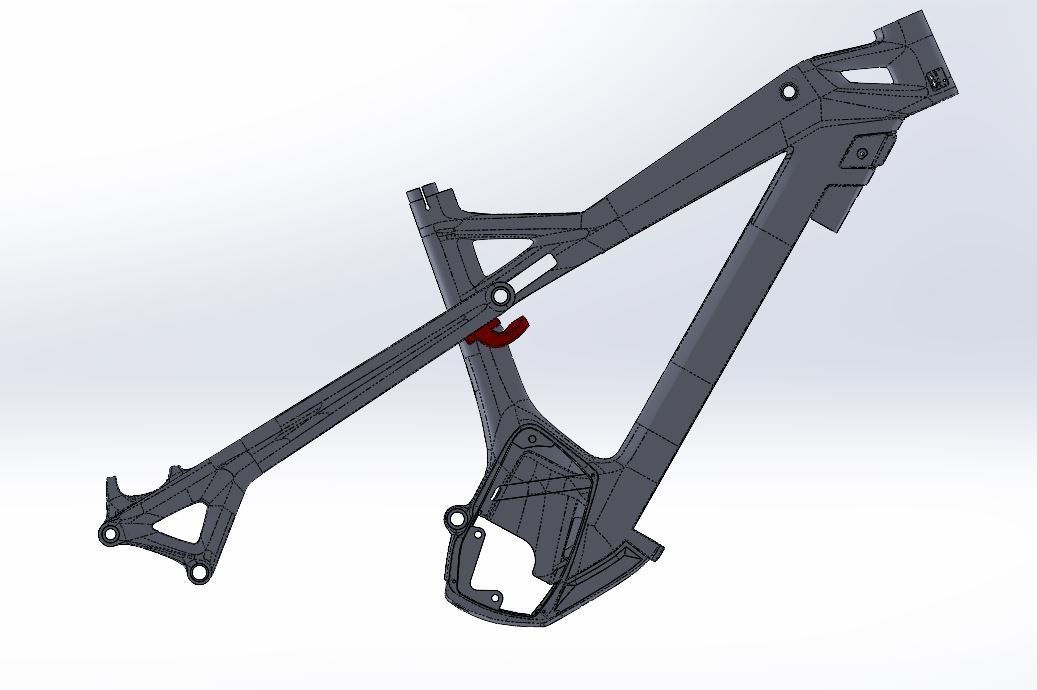
MTB monocoque frame + rear carriage
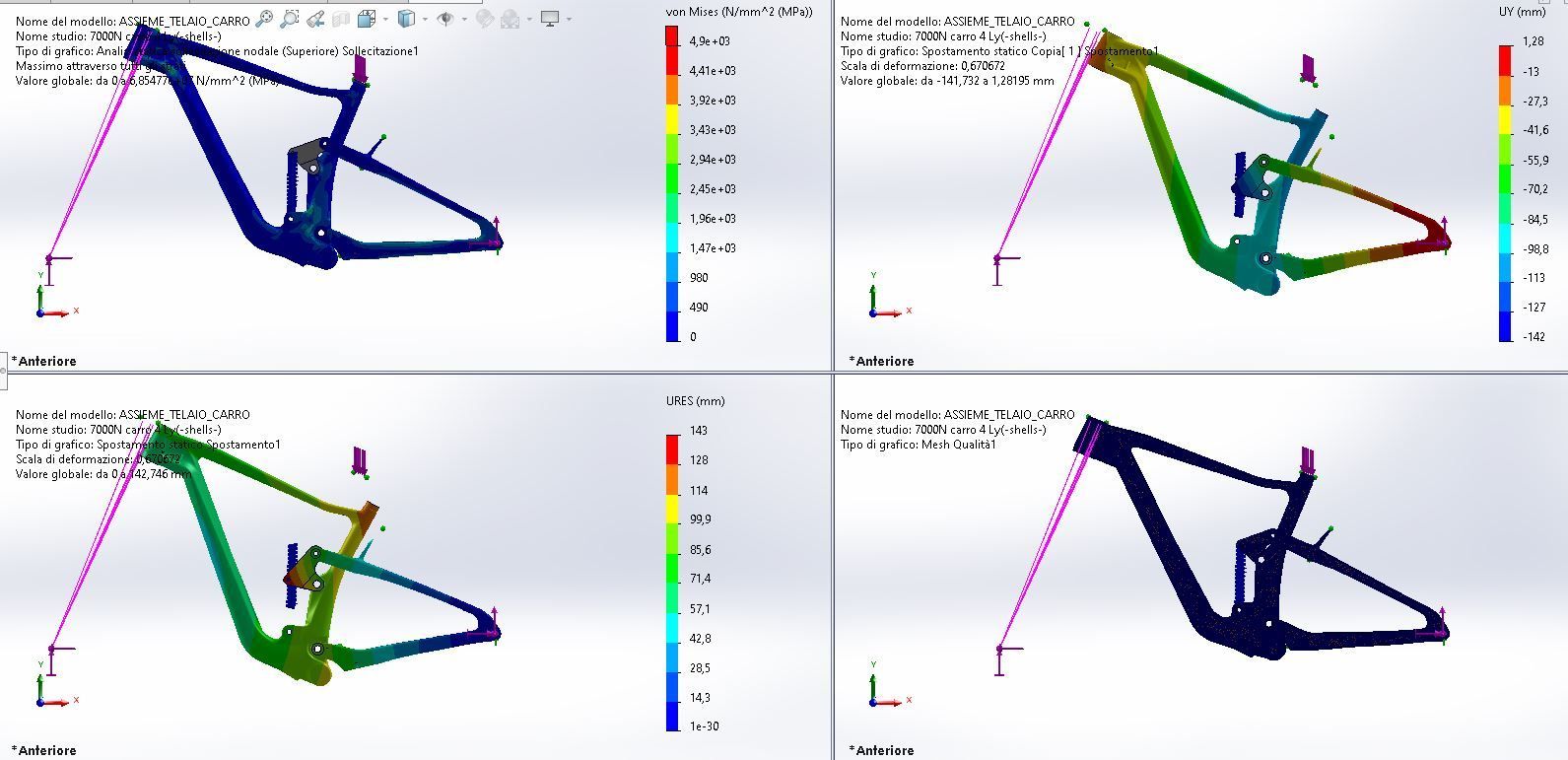
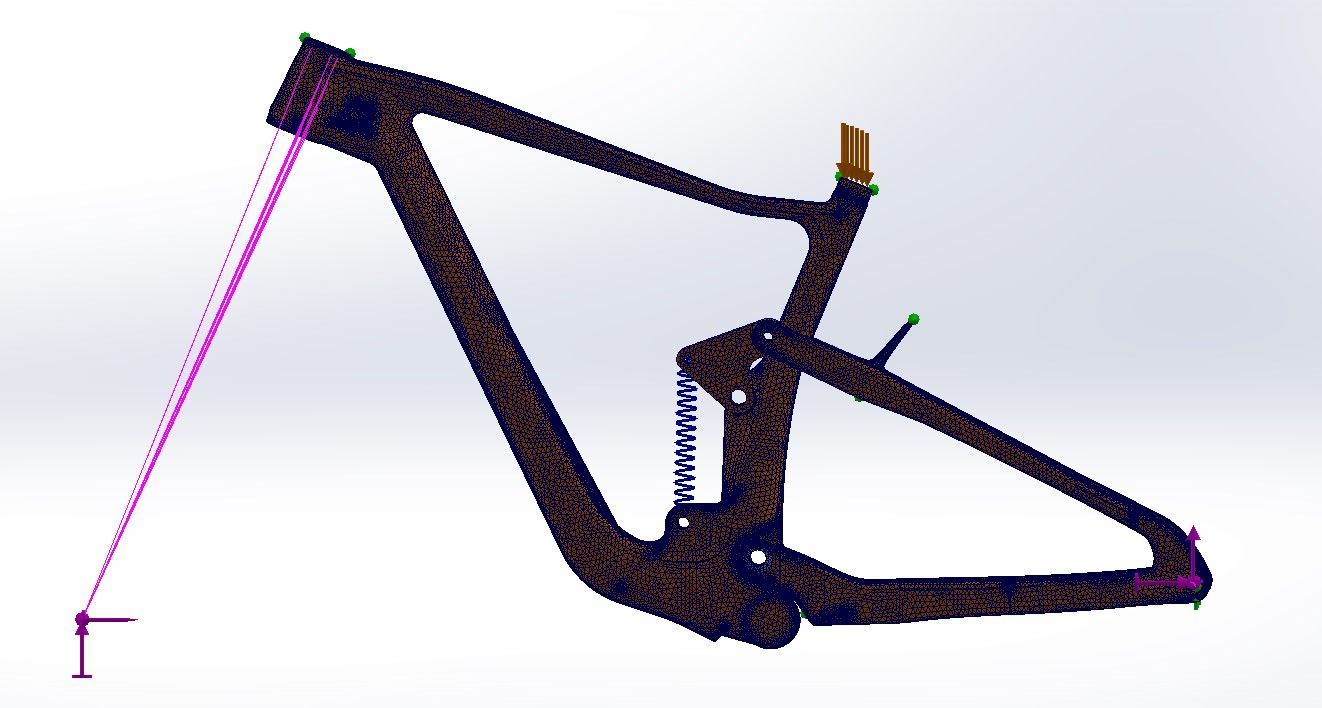
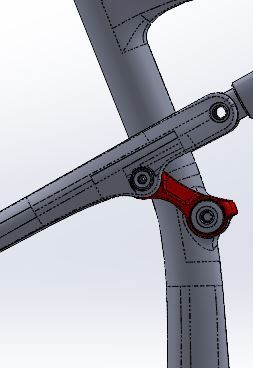
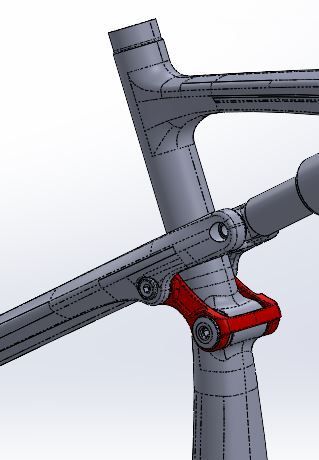
- 3D cad design
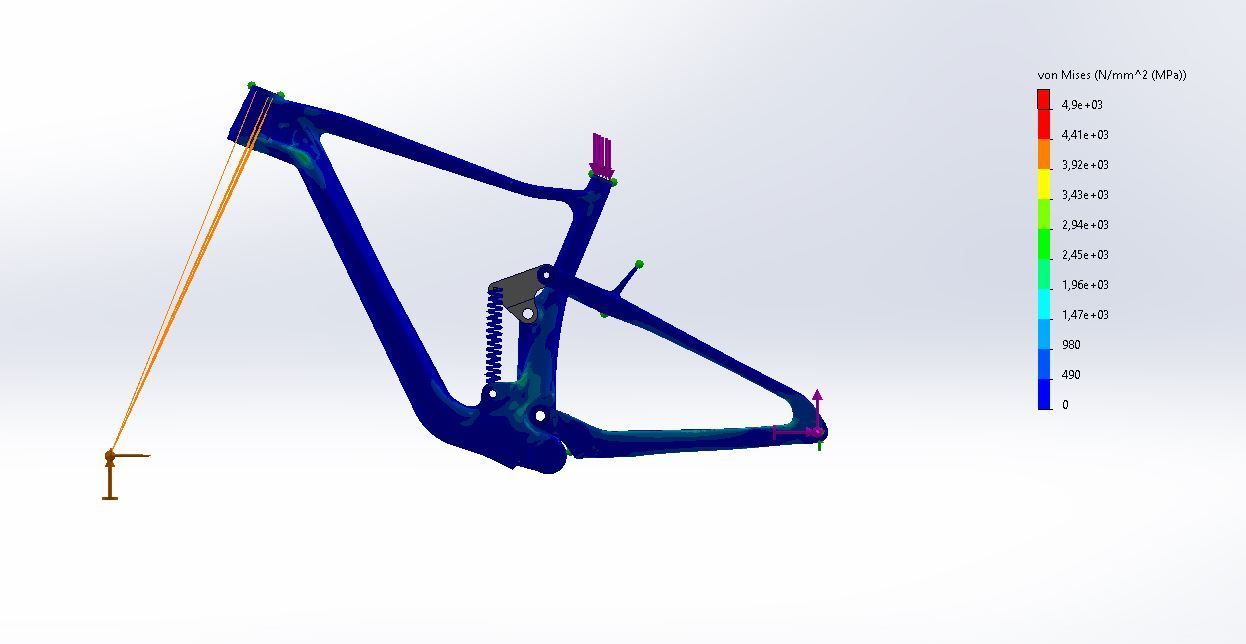
- Fem analysis
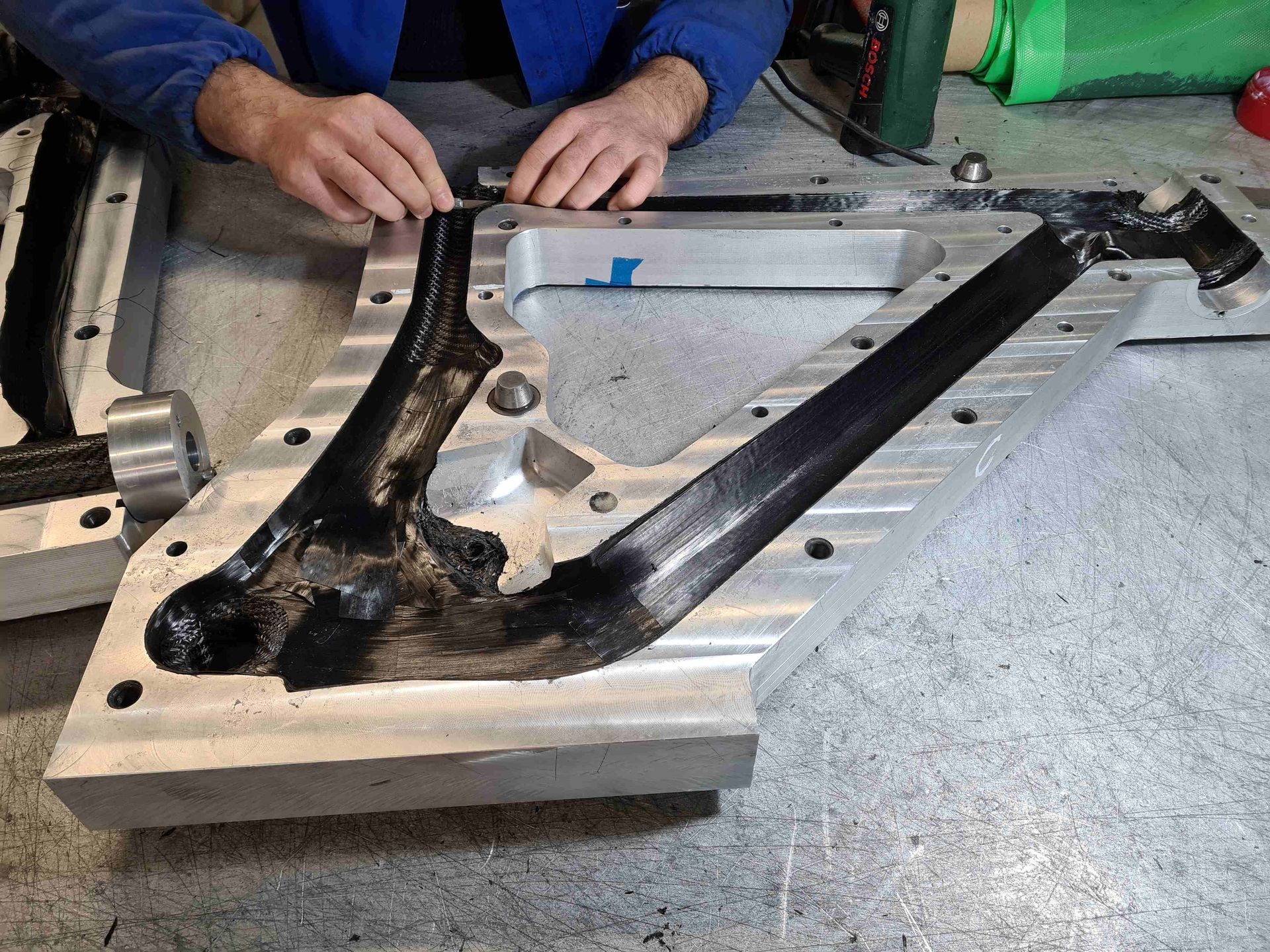
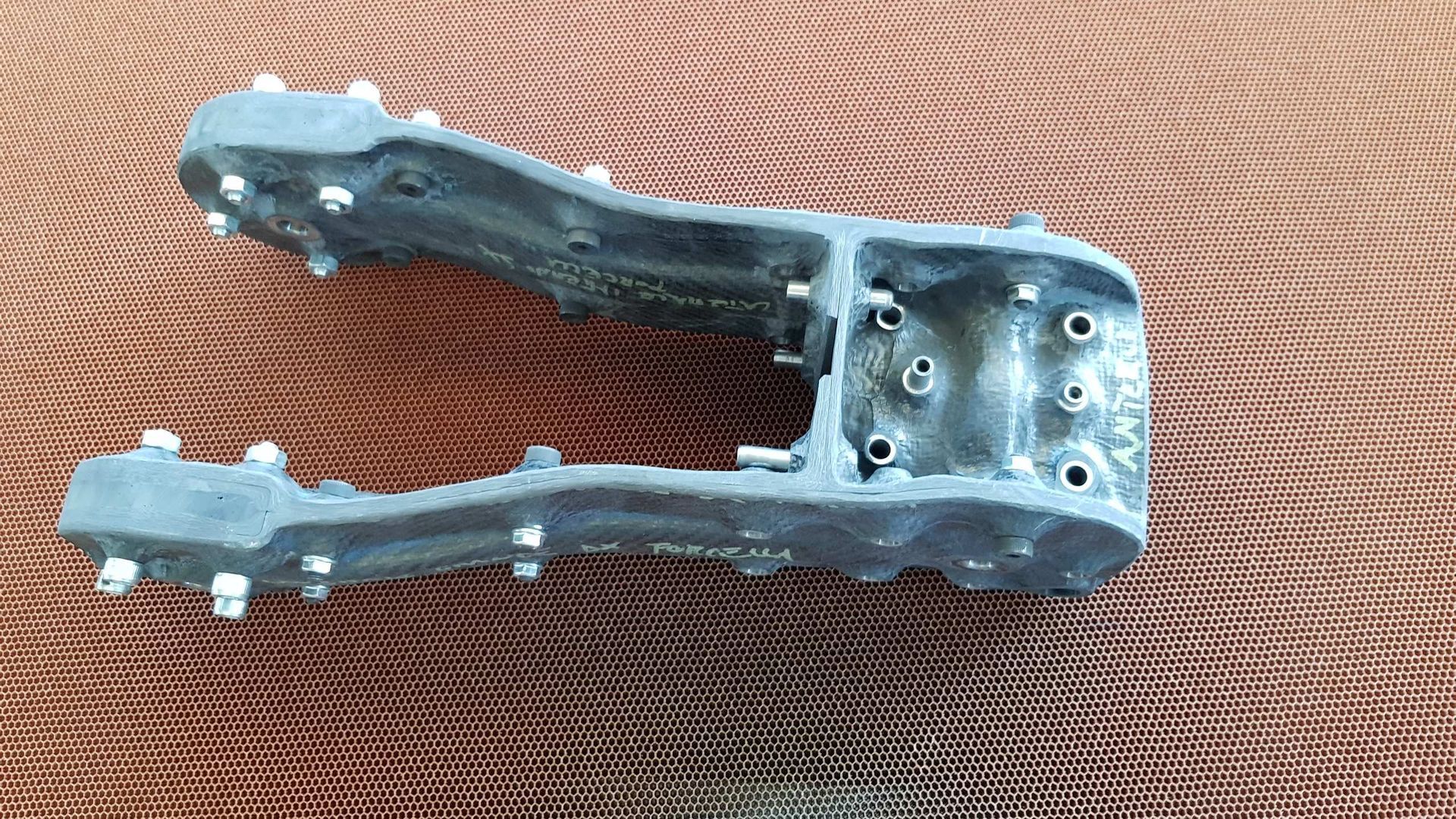
- Aluminium mould manufacture FRAME AND REAR CARRIAGE UNIT
- Production of monocoque frame and rear undercarriage for MTBs
The frame and carriage are fully carbon laminated using the 5 bar pressure autoclave process.
There is no gluing or additional banding.
The mechanical strength is clearly above a glued or wrapped frame.
The same is true of the rear carriage, which is also built in monolithic form and has directly embedded bearings and fasteners.
of the bearings and fasteners.
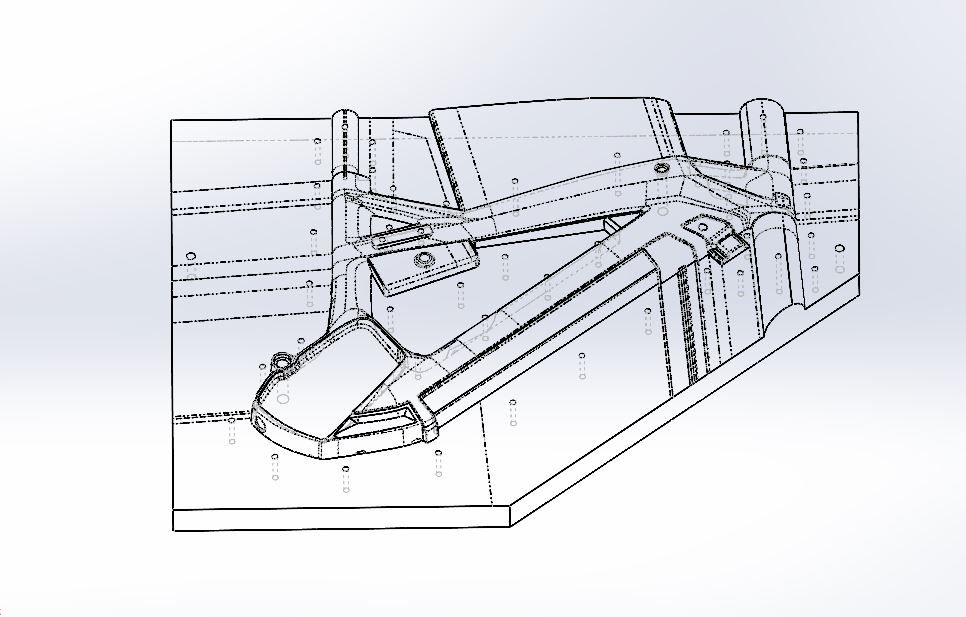
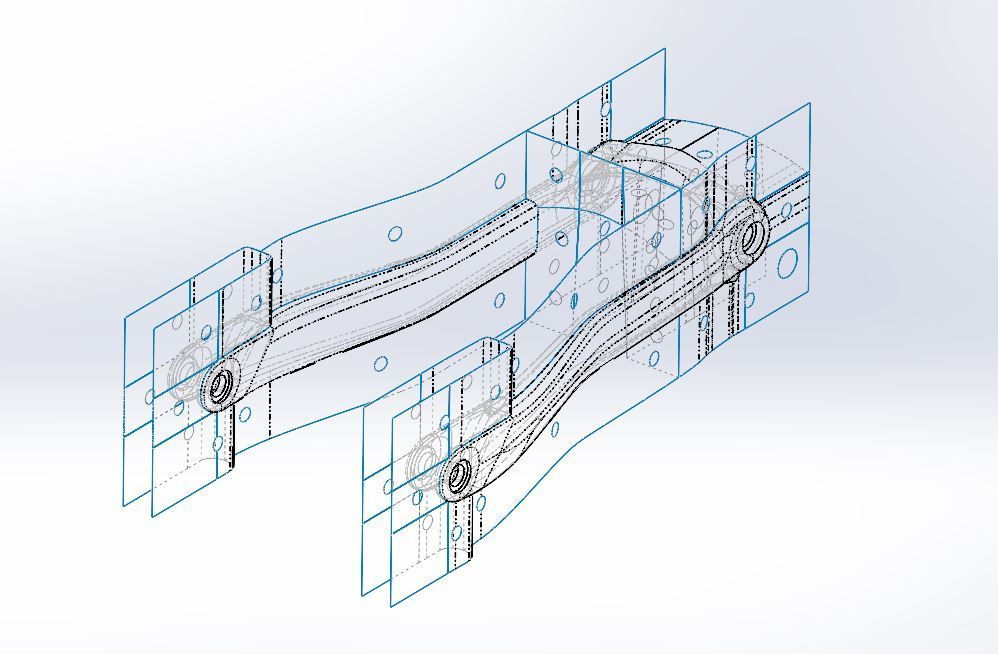
Monocoque electric bike frame + rear carriage
- 3D cad design
- FEM analysis
- Production of carbon frame and wagon moulds
- Production of monocoque frame and rear undercarriage
The frame and rear undercarriage is monocoque laminated in an autoclave at 5 bar pressure.
There is no gluing or wrapping.
The mechanical resistance is high and clearly superior to any wrapped frame or wagon.


































Carbon monocoque motocross seatpost 250
- Moulding on basic seatpost.
- Mould divisions on model.
- Split Vtr mould
- Carbon seatpost production
The seatpost is structural monocoque, manufactured entirely from moulds in an autoclave at 5 bar pressure.
There are colaminated threaded bushings for the rear mudguard fastenings and bushings
colaminated threaded bushings for attachment to the frame.
High-performance mechanical strength.
Eliminated the frame underneath where the original seat post rests.
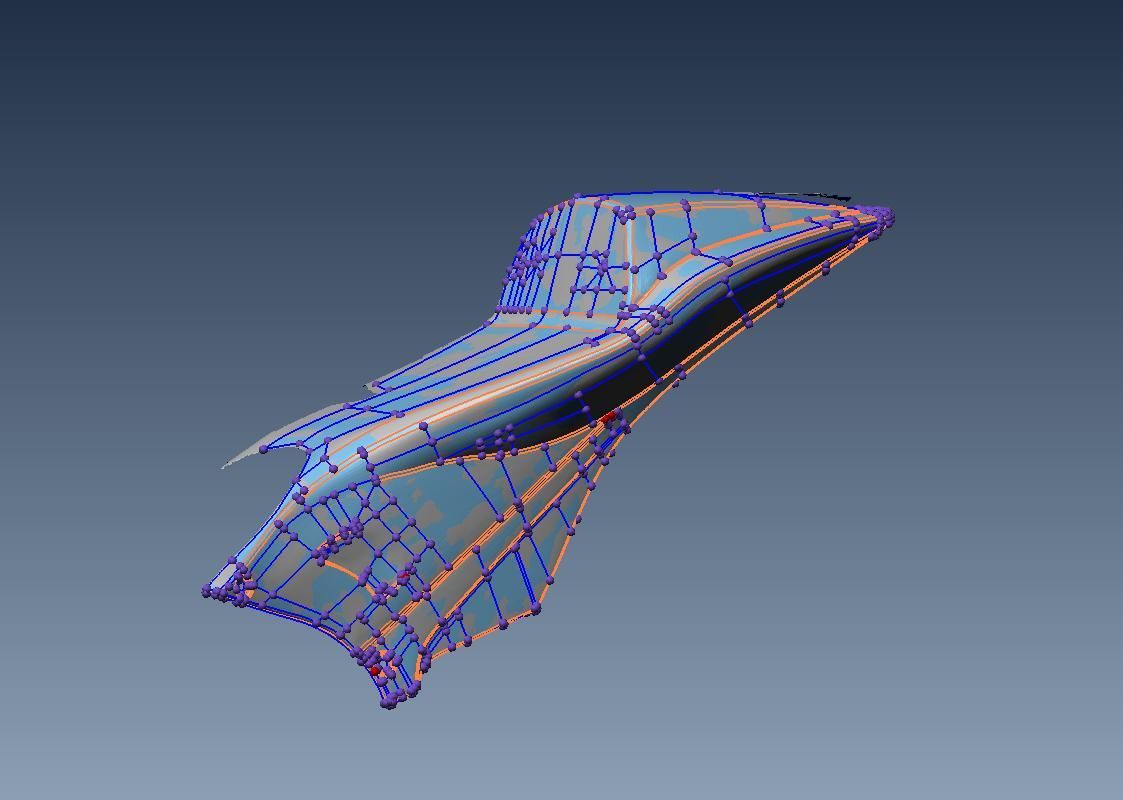
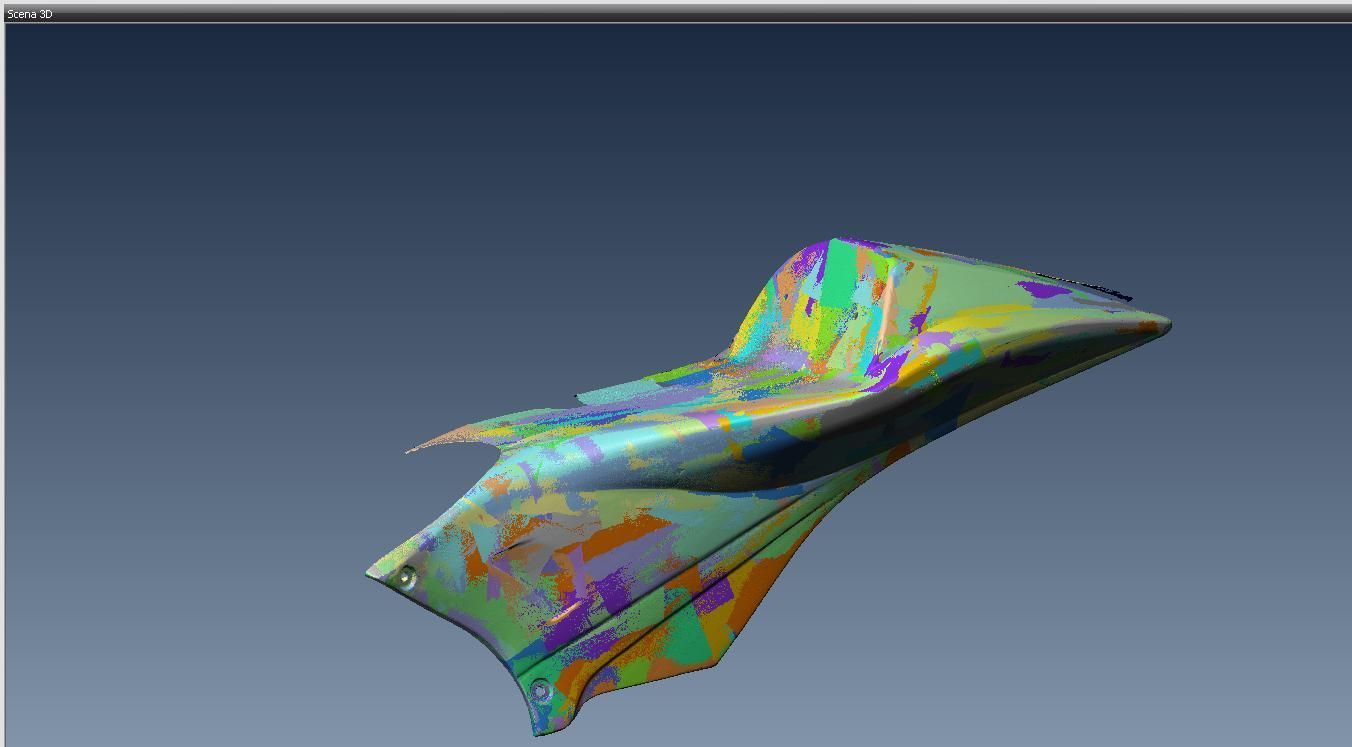
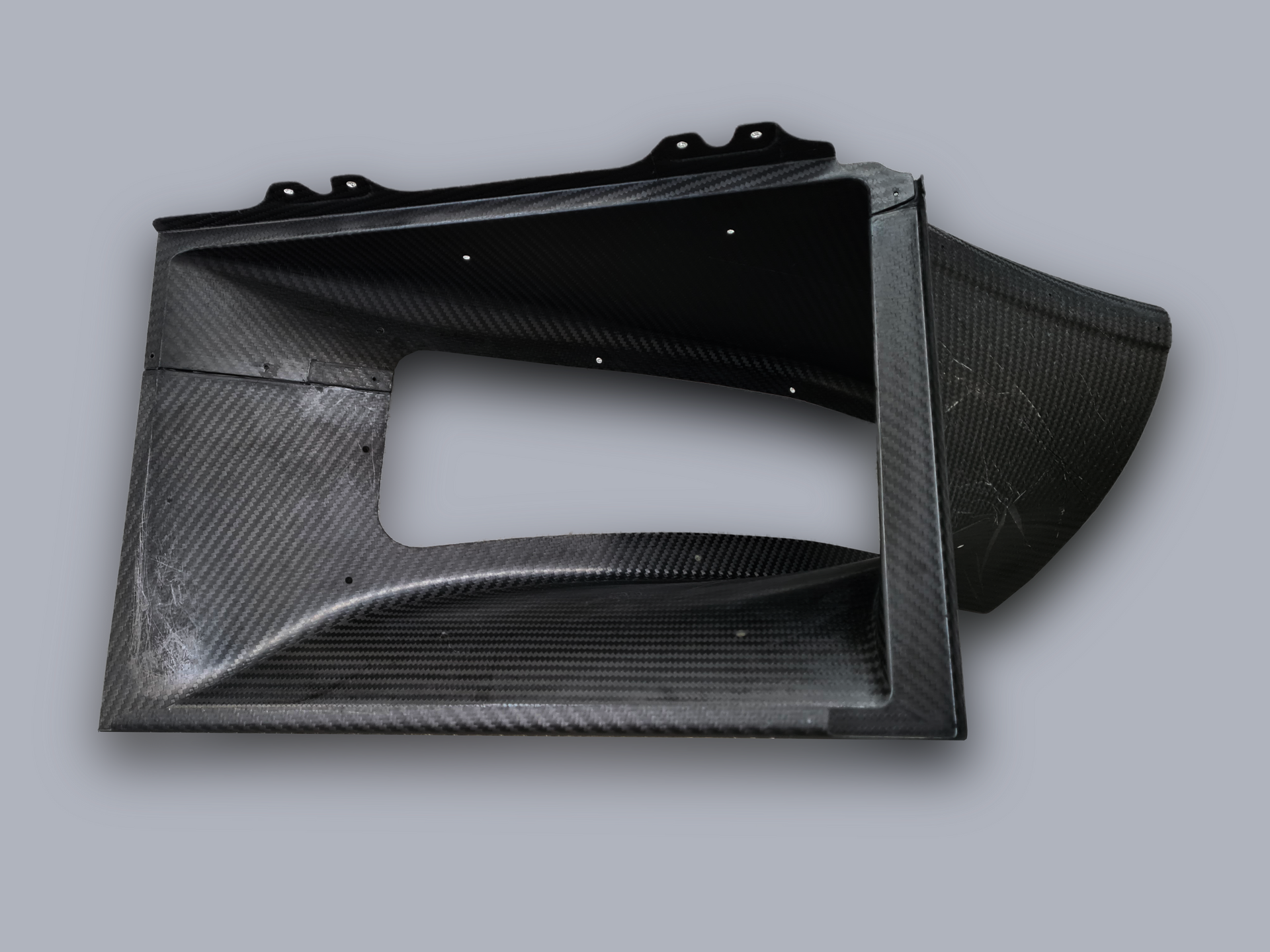
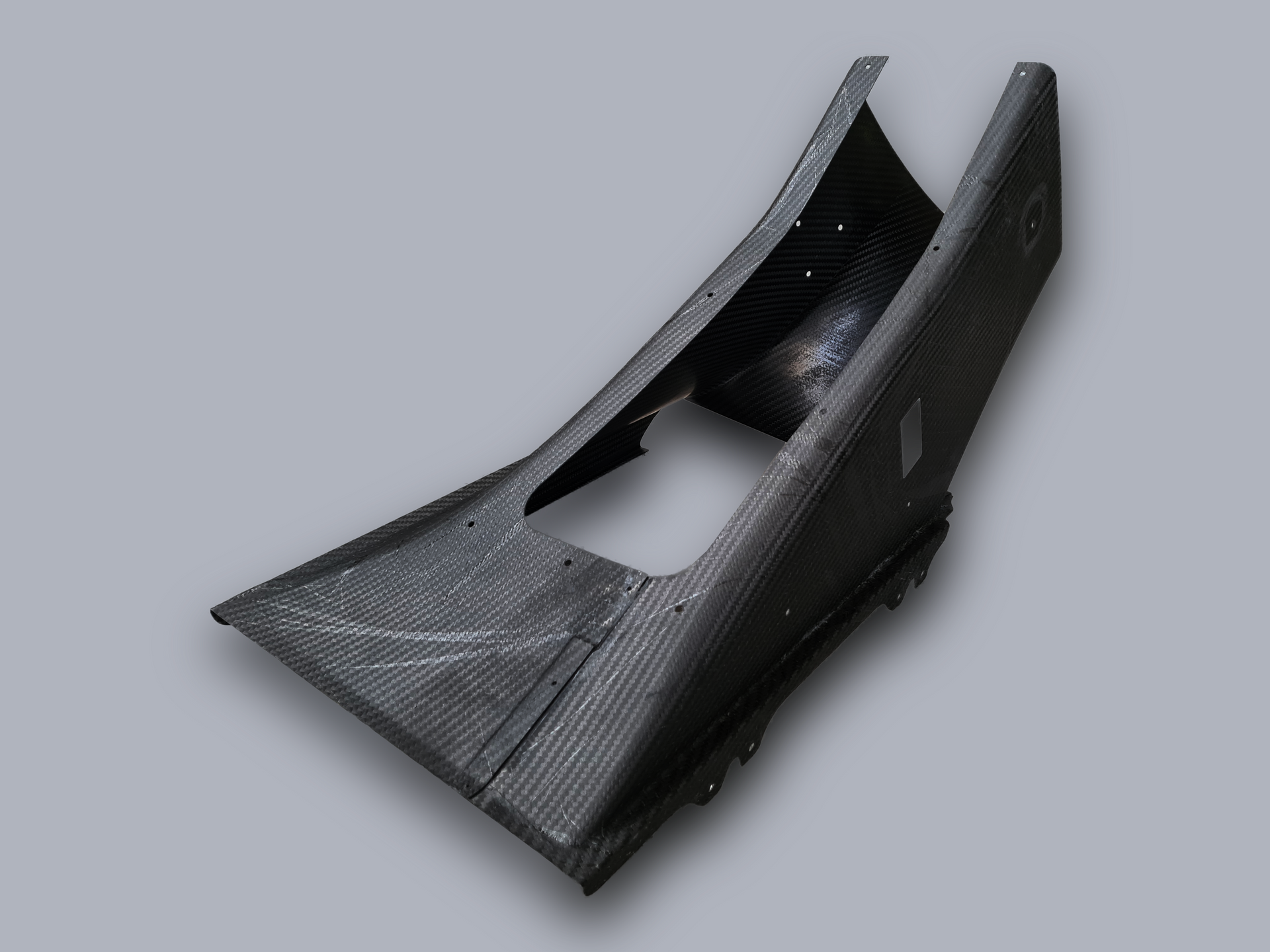
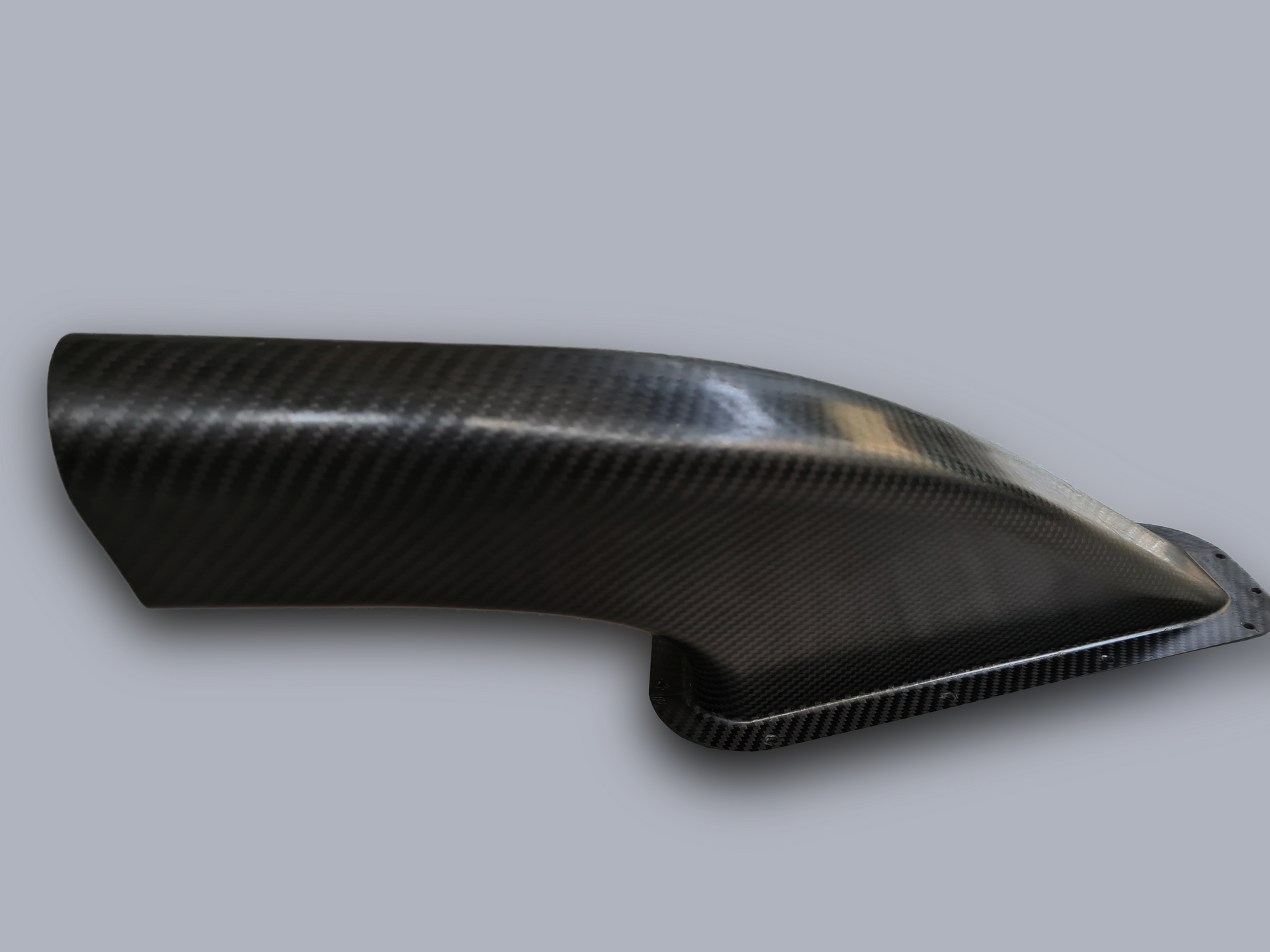
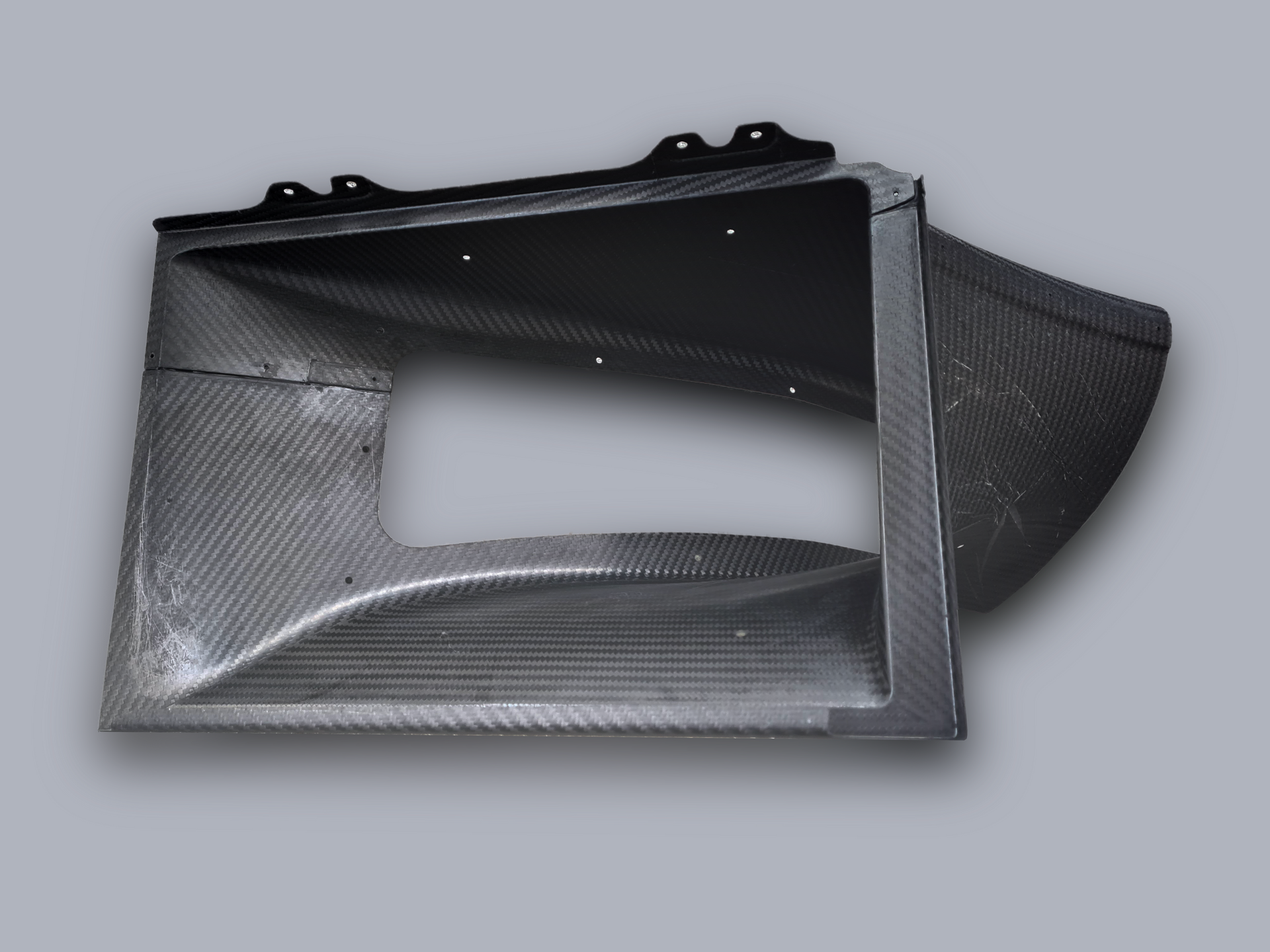
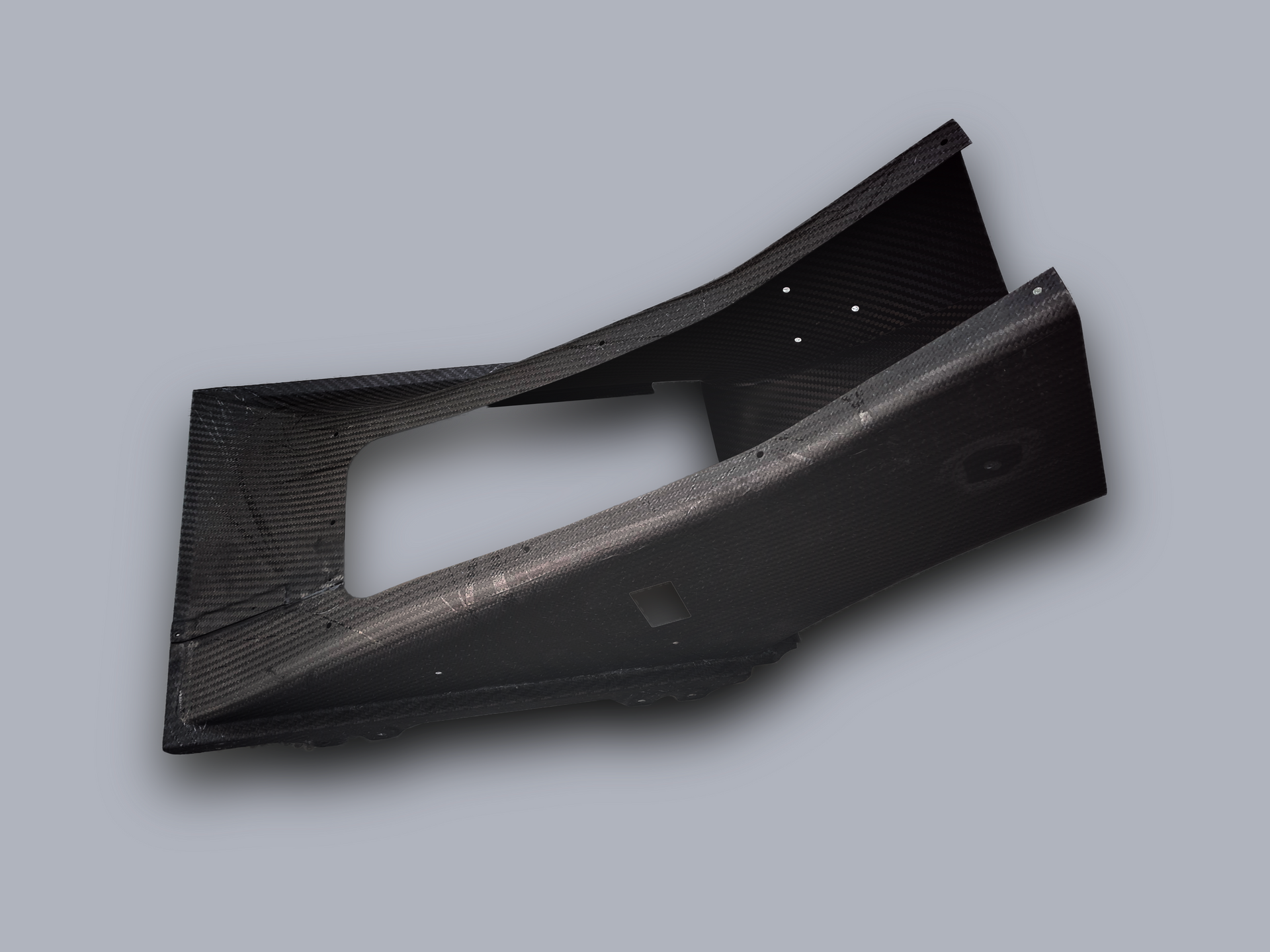
Carbon motorbike windshield
- 3D design
- Mould design and development, decomposable into 18 blocks. Carbon mould
- Carbon dome production.
The fairing is made as a one-piece body, including the air ducts and fins using the autoclave process at 5 bar pressure. It is a one-off.
No gluing and no wrapping. The air ducts and front fins are all in place because they are machined directly from the mould together with the fairing in a structural manner.



























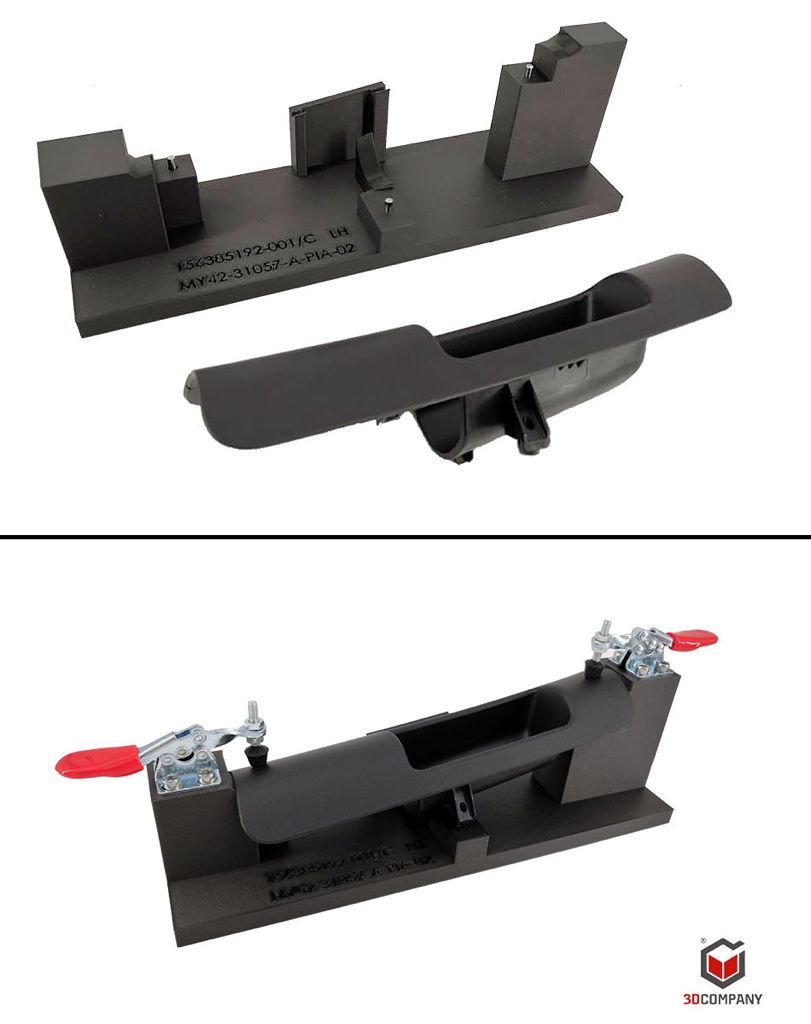
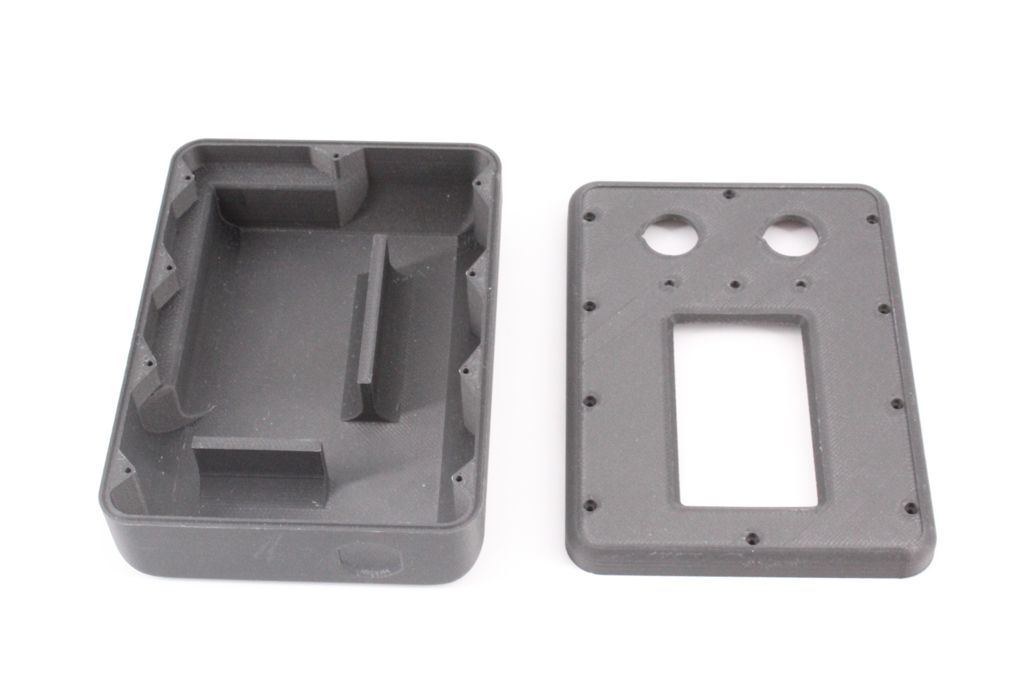



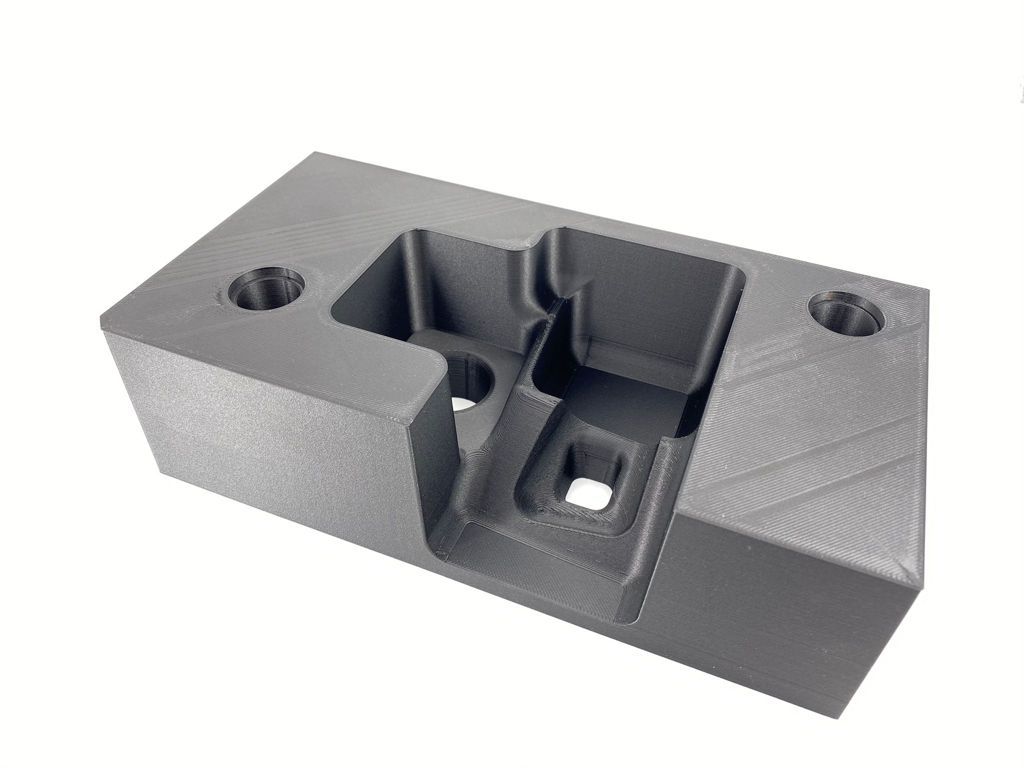




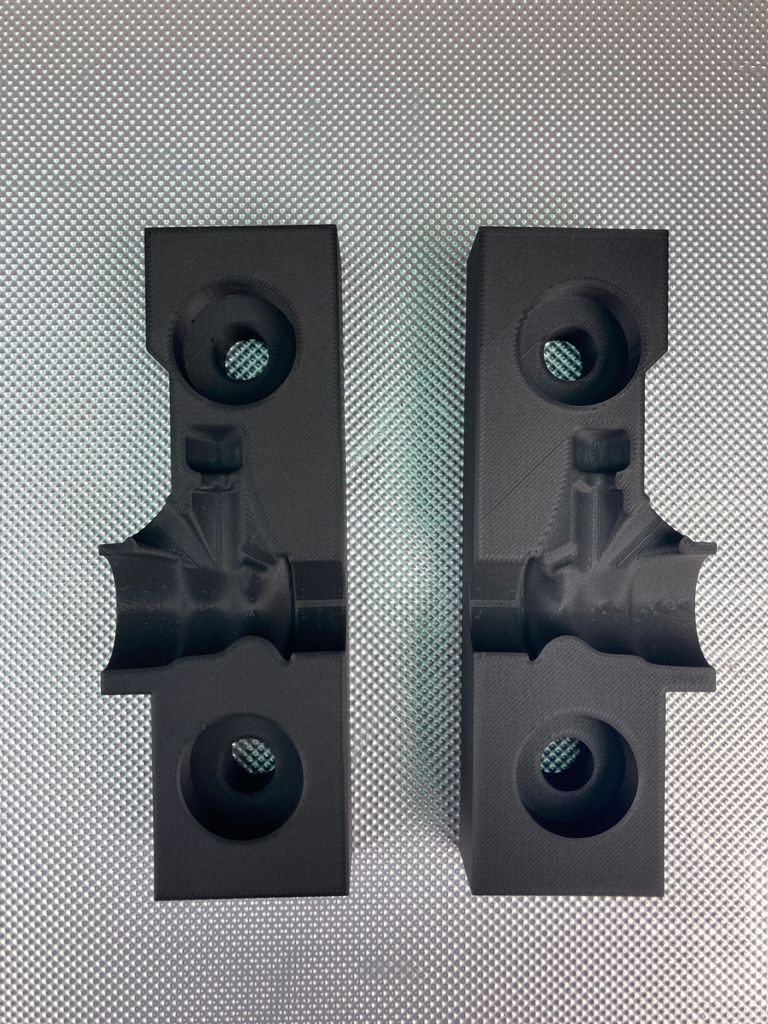




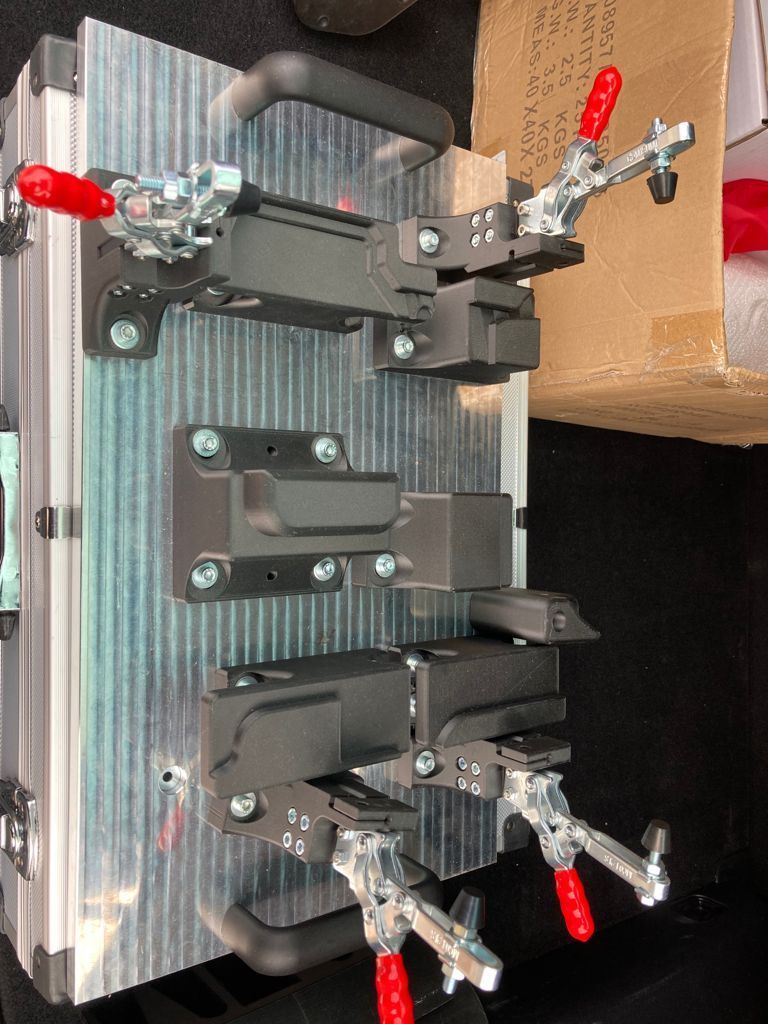
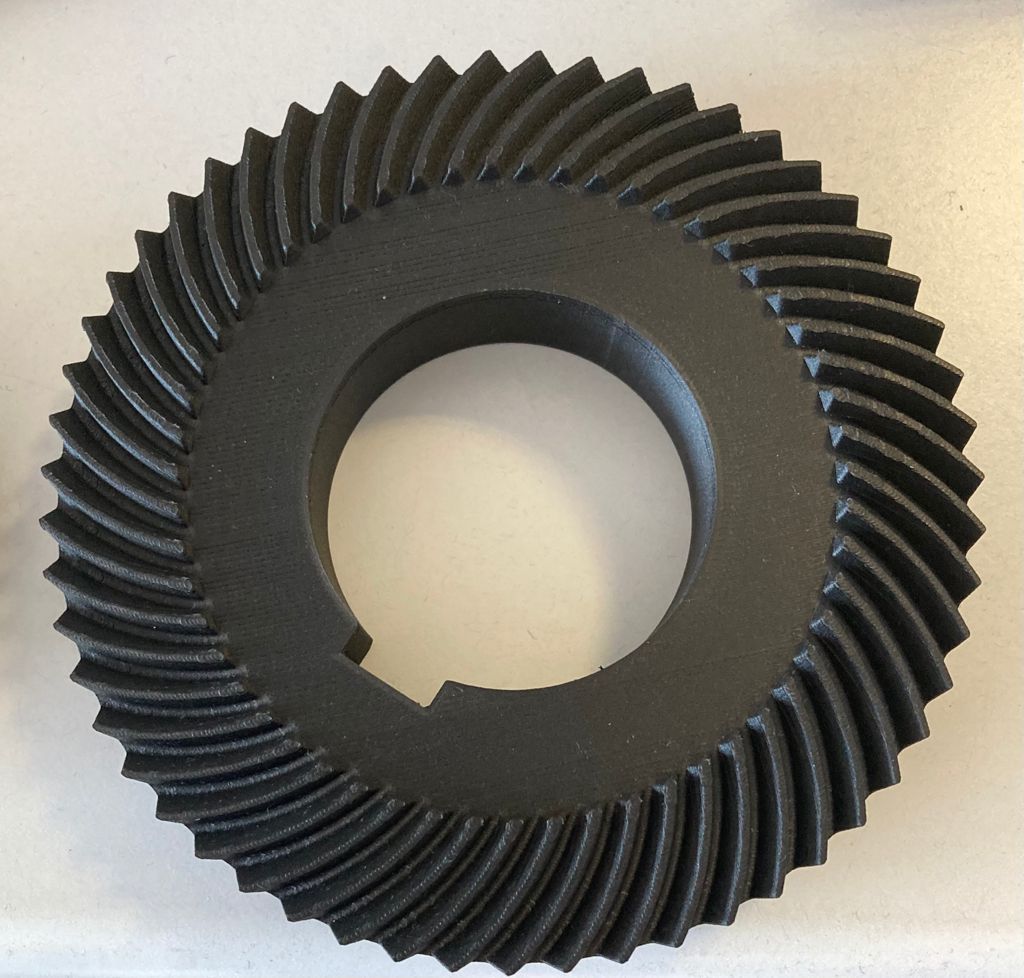


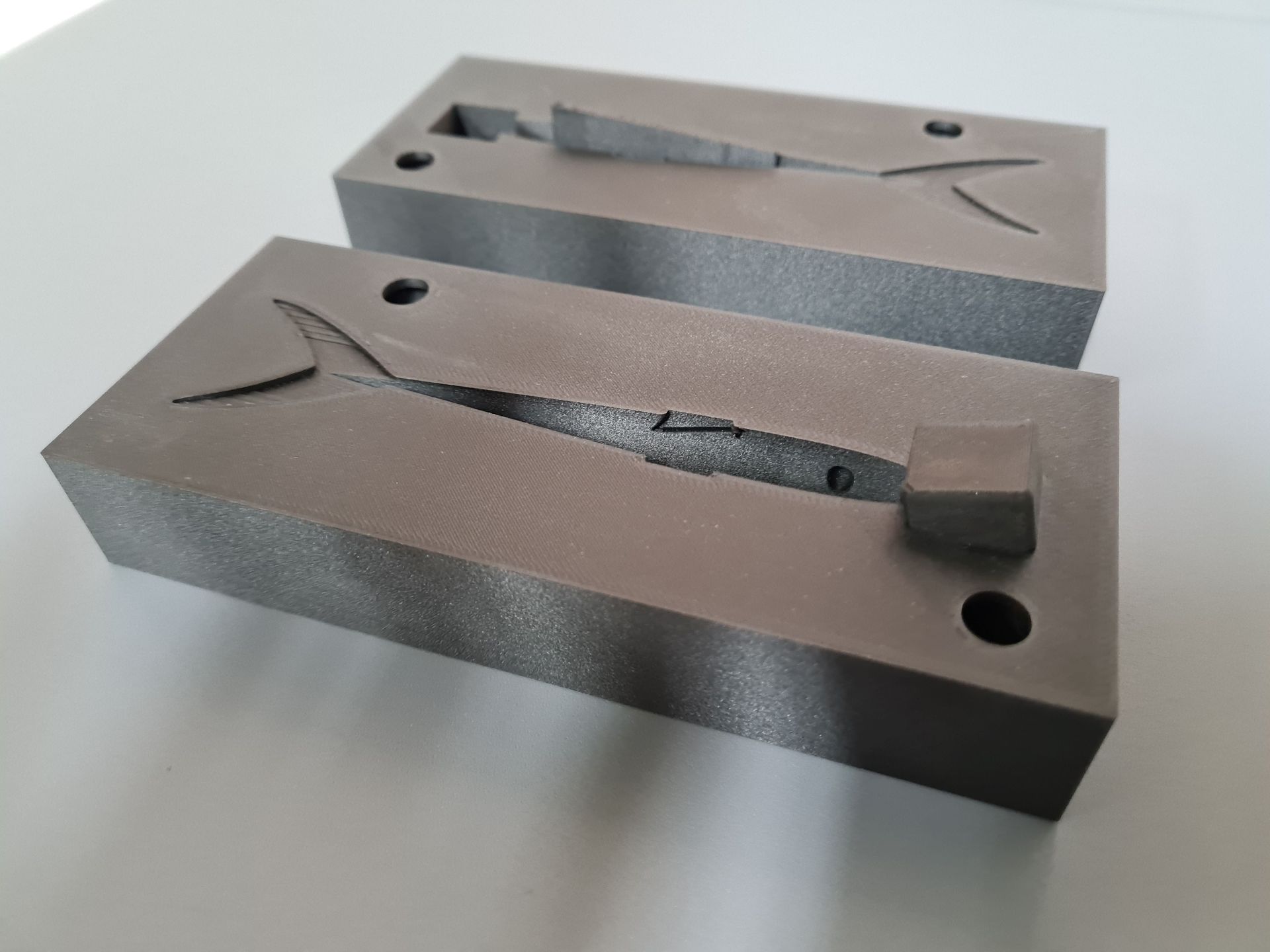
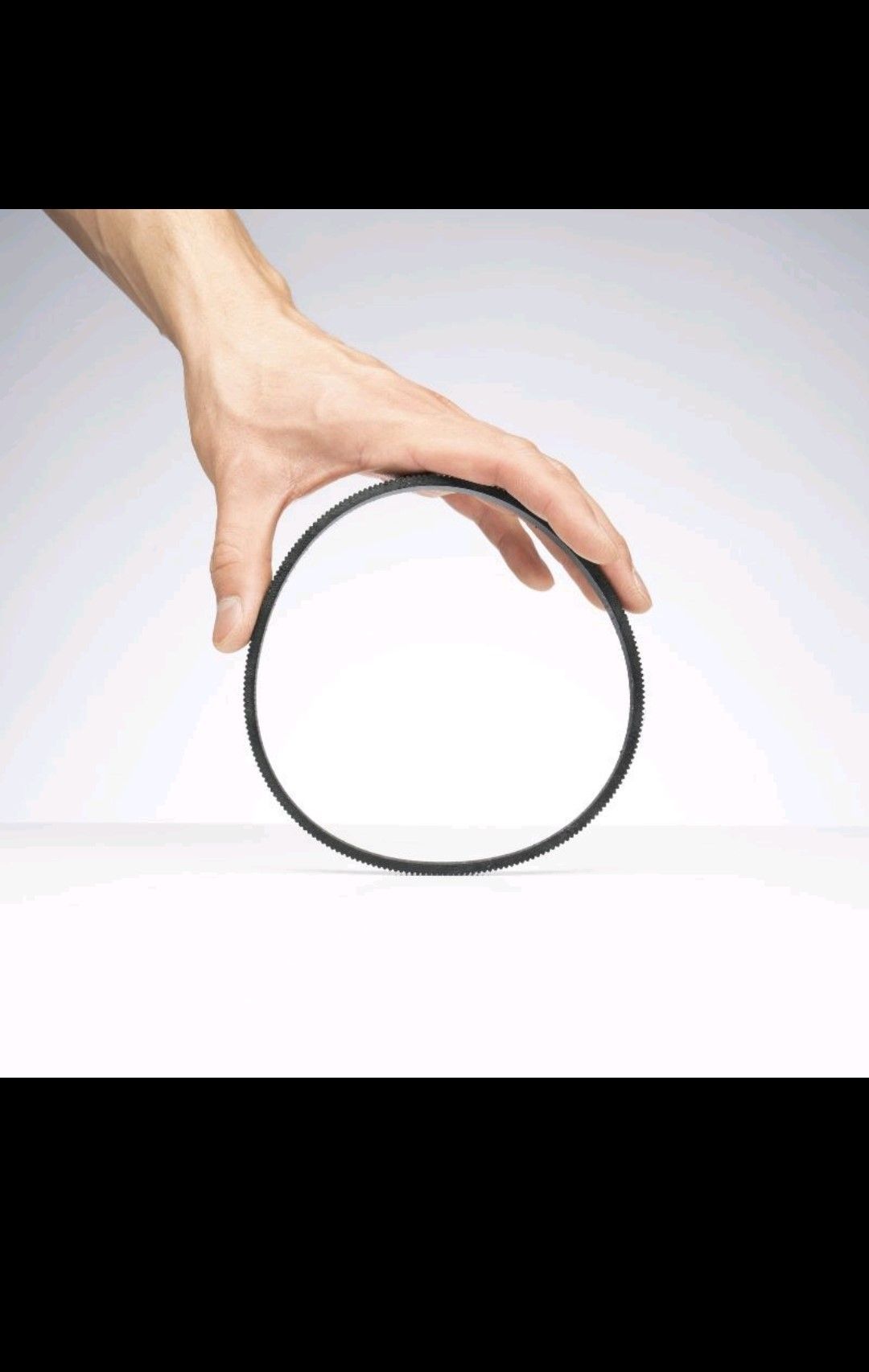

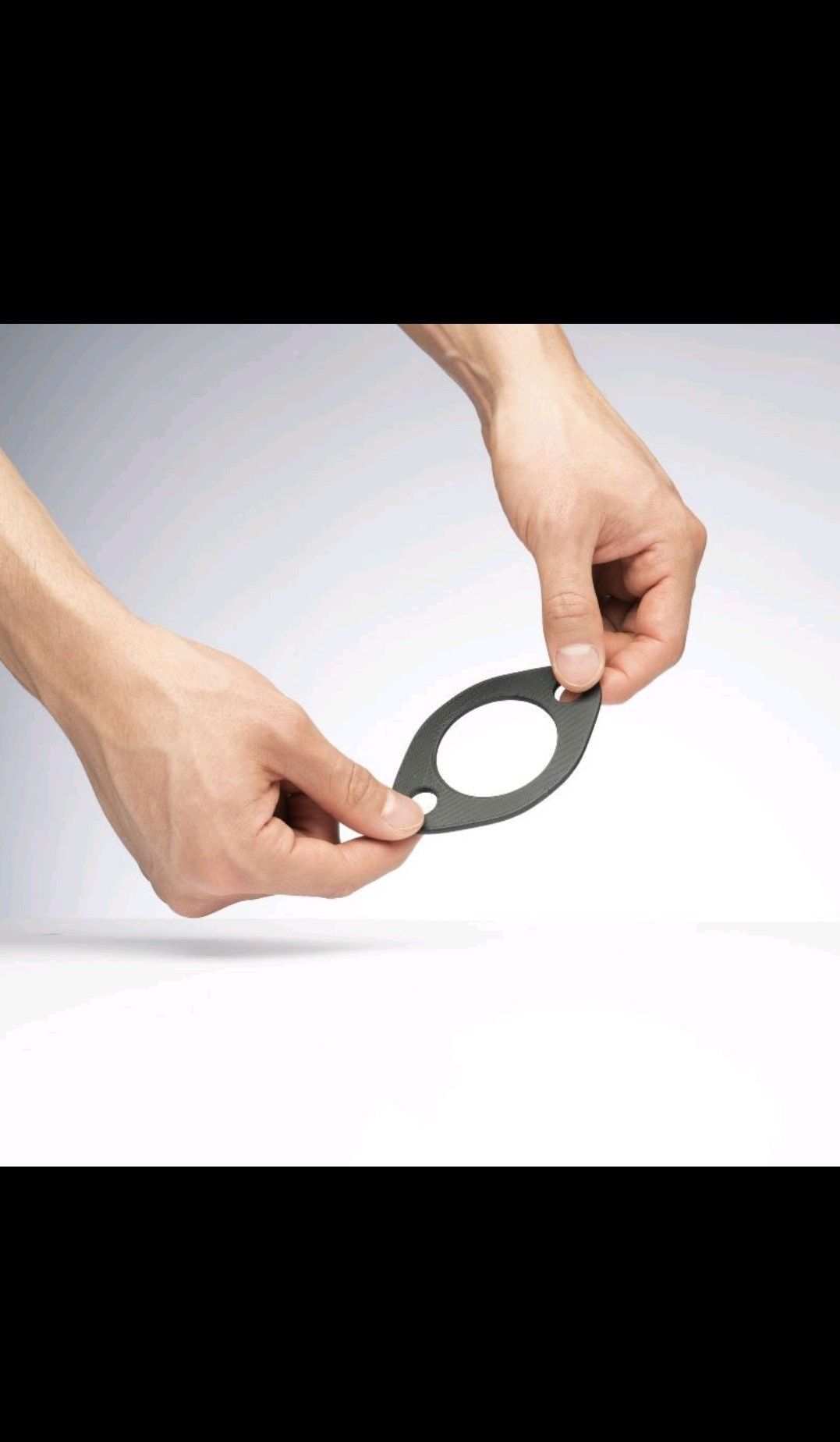










Markforged 3D printer
The components moulded with this new technology will be carbon powder filled nylon PA6
with continuous carbon fibre reinforcement inside. The printer is therefore equipped with 2 nozzles: one that
extrudes the plastic and the other that inserts the continuous carbon filament inside the plastic matrix.
The result is a component made from a plastic matrix and with carbon fibre inside, like that
autoclave. The component will then be structural and can withstand very high loads.
Its mechanical strength is greater than aluminium itself.
The components can therefore be made in order to test them under high loads and verify their use.
The stapler has the ability to deposit both carbon and glass fibre and Kevlar inside the component.
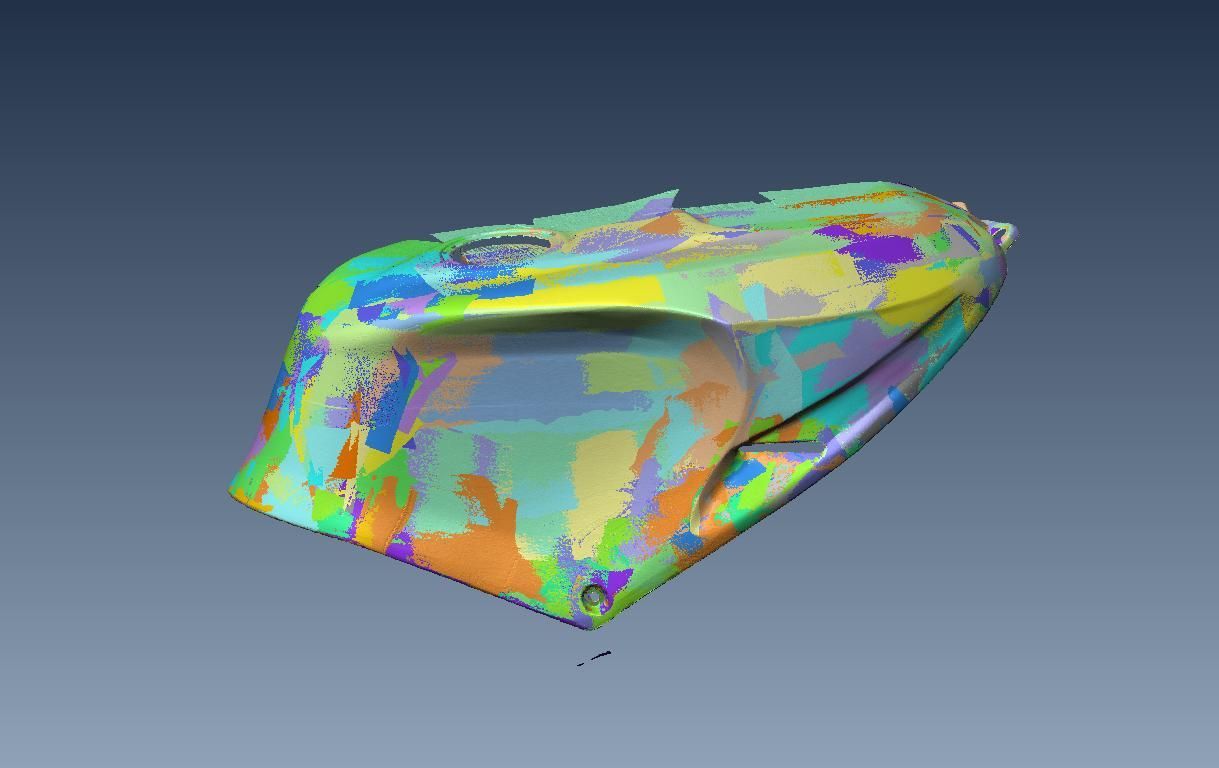
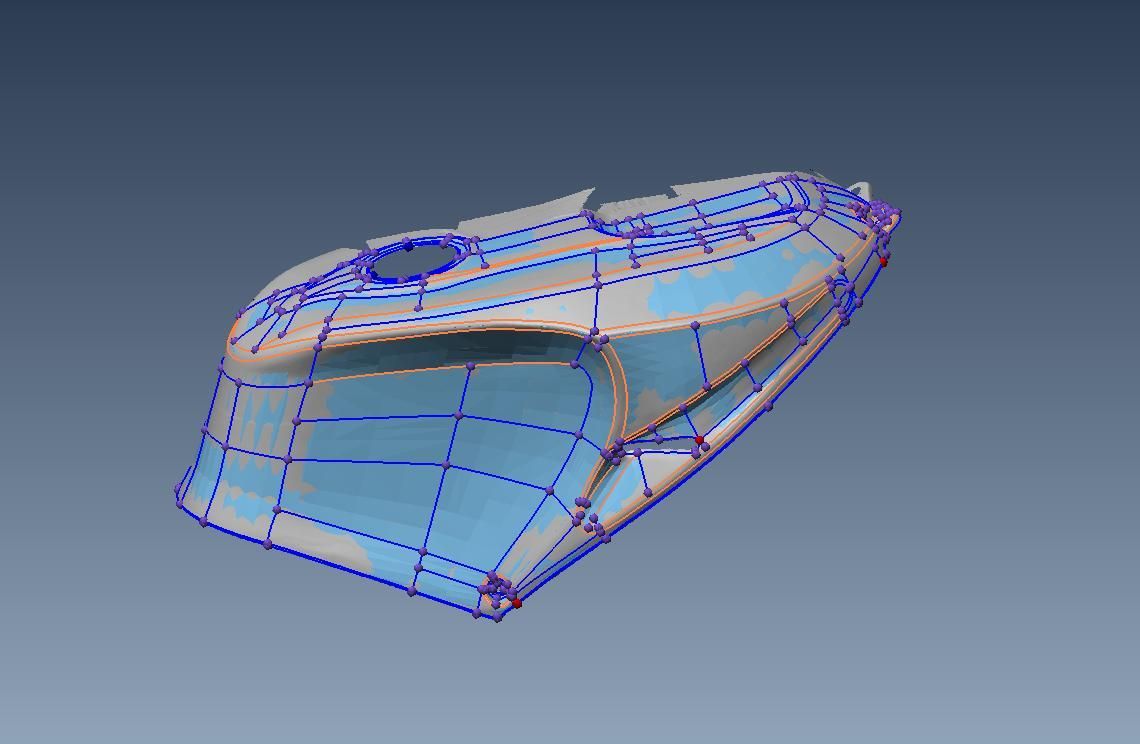
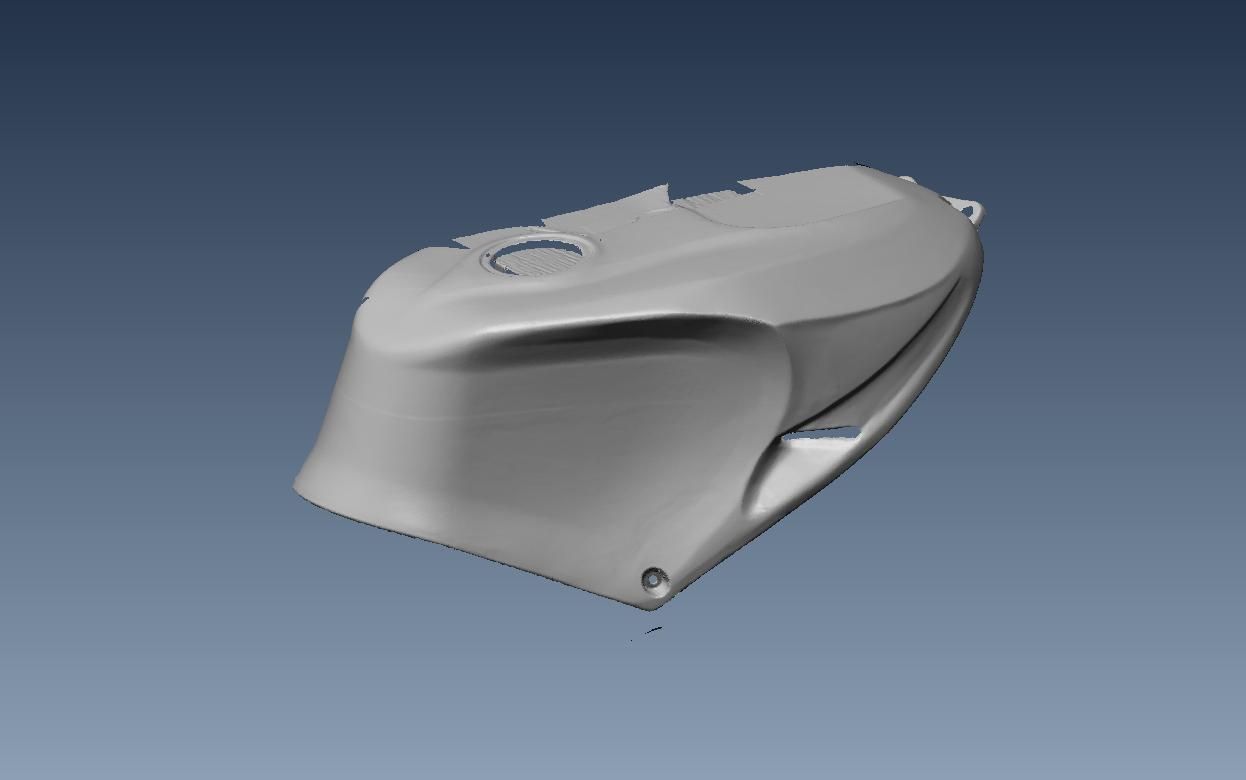
Reverse engineering tramite scanner laser
POLYWORKS SOFTWARE.
STL creation of the physical component by laser scanner and processing of 3D mathematics.
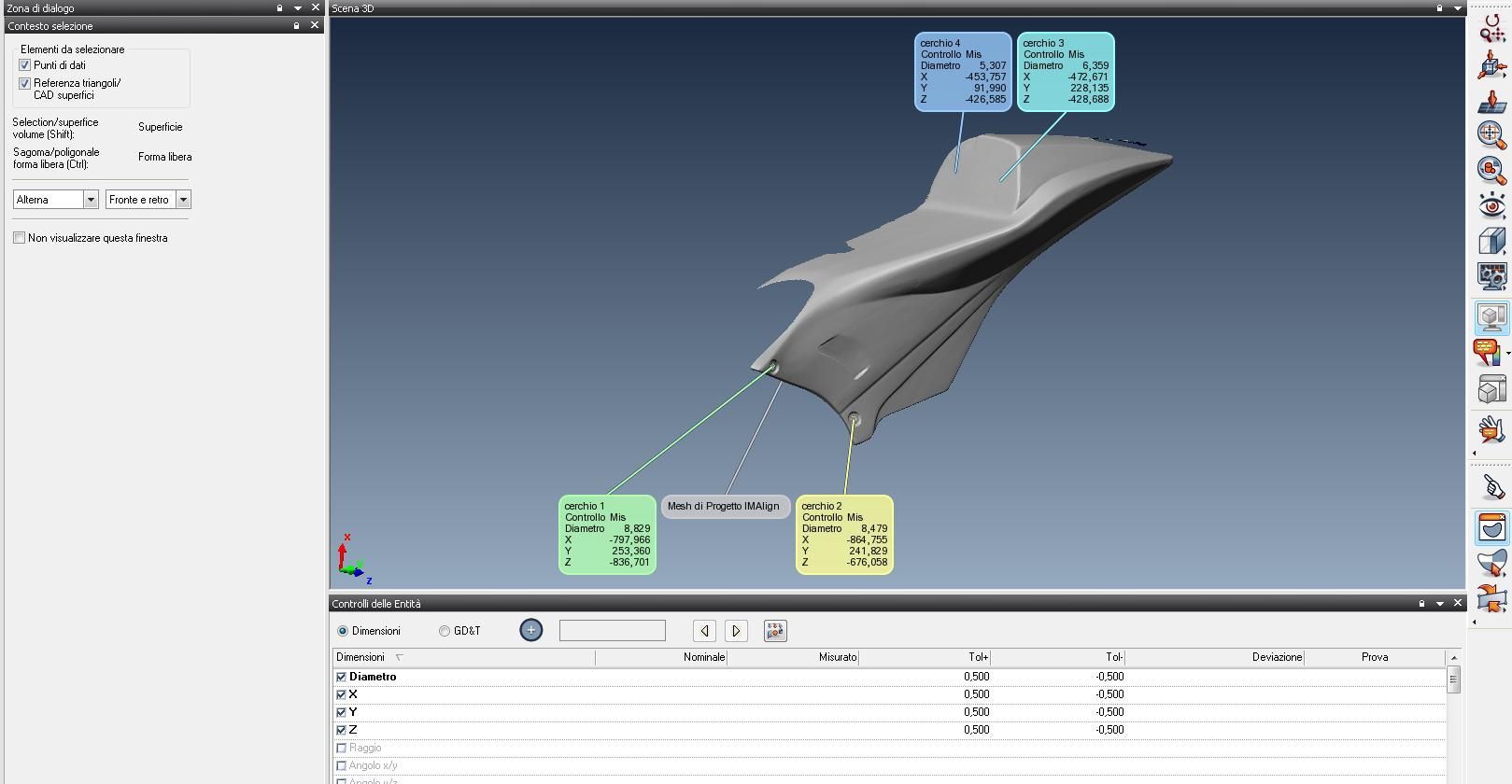
Quality control by means of a touch probe and production of the QUALITY REPORT.
AUTOCLAVE 1500X5000mm
CUTTING POLTTER 2000X5000mm























Production of Formula 4 components
All components are produced using plotter-cut carbon skin technology so that the customer is always guaranteed repeatability of the components and quality by weight.



